

総削り出しスプロケキャリアのセラコートが完了しました。

裏側はこんな感じです。

ハブダンパーハウジングの傷ついた箇所のバリを除去します。

バリ取り後はこちら。

面修正は、定盤の上のサンドペーパーで行います。

擦り合わせ後がこちら。

新しいベアリングを圧入します。

ホイール側へ組み付けます。

ボルト座面にはスプリングワッシャーが入っていましたが、高トルクには耐えられないので小径の平ワッシャーに変更します。

ボルトを規定トルクで締め付けます。

ハブダンパーは比較的安価なゲイルスピード用を使用します。

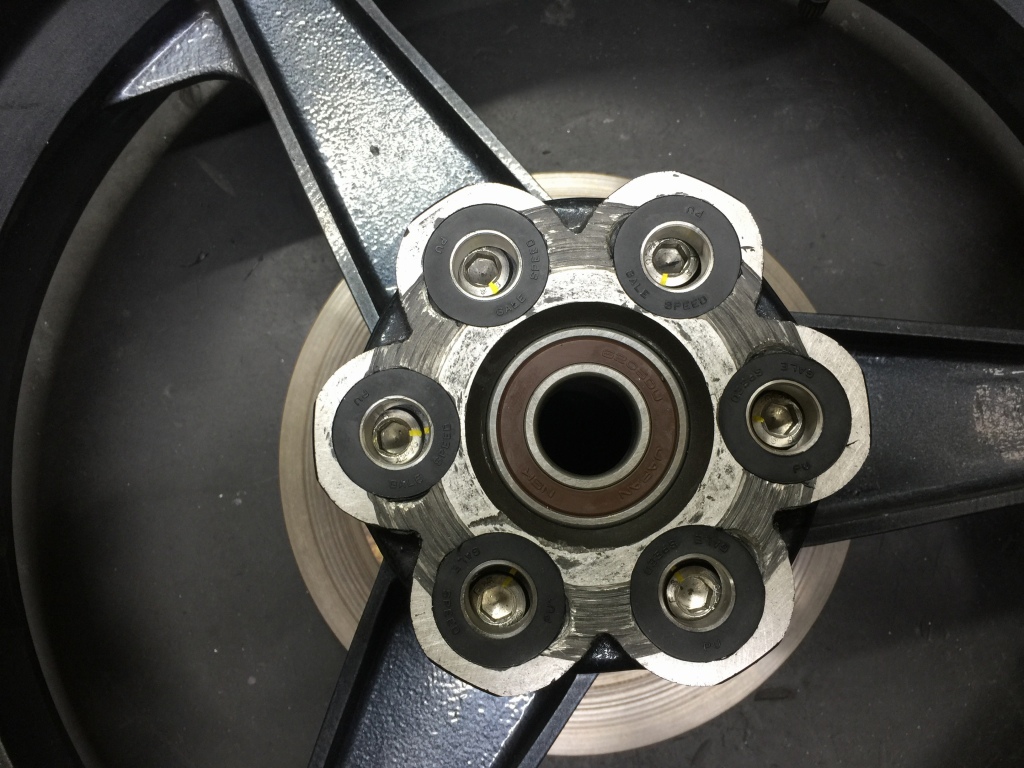
ダンパーを圧入します。この状態でボルトのマーキングは確認できるので、今後の分解の都度、緩みが無いか目視チェックしてください。
ホイールを反転します。

センターのディスタンスカラーは、ベアリングの接触面がオーバートルクで座屈しているので、定盤上のペーパーで面出しします。

面出し後はこちら。

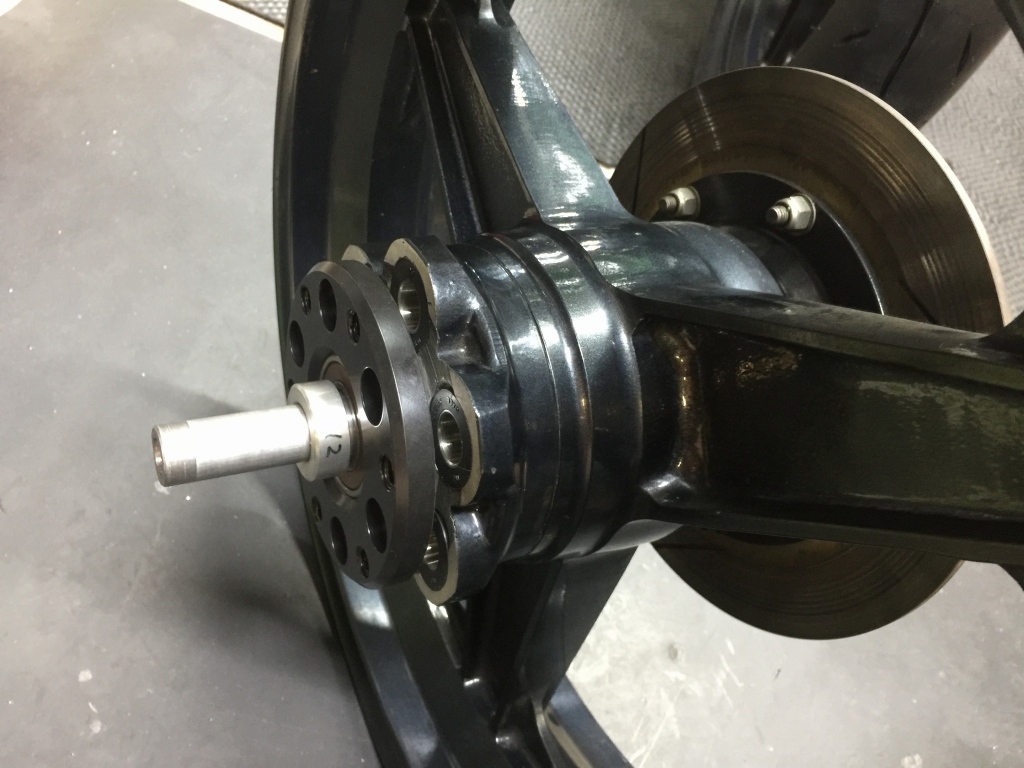
カラーをホイールにセットし、長さを確認します。
やはりホイール側より若干低くなっているのがわかります。
このままではベアリングに過大なプリロードが掛かってしまうので、カラーは長い物に作り変えます。

拡大するとこんな感じでカラーが約0.2ミリ短いです。

カラーの両端の部品を外し、ストレートのパイプ部分のみ新しく製作します。現状は116.3ミリです。

約0.5ミリ長く作ったカラーがこちら。

ホイールに落とし込みます。

カラーの方が長いこの状態が正常です。
ベアリングの圧入時は、インナーレースとアウターレースを同時に押し、インナーレースがカラーに当たったところで止めます。アウターレースのみを押すと、ベアリングが奥に入り過ぎるので要注意です。

ベアリングを圧入します。インナーレースの止まりまで入れるとこんな感じになりました。

キャリアを仮組してみます。
キャリアとホイール側との隙間が、間に入るスプロケットとシムの厚さの合計+約0.2ミリとなるように、内部のカラーの厚さを調整します。
この設定を間違えると、早期にキャリアのベアリングは破損するので要注意です。
このようなスパイダー式の旧ダイマグは、スプロケ厚さがメーカーによっていろいろあるので交換の際には注意が必要です。

今回のキャリアは任意の寸法で製作しているので、この隙間は現状では9.3ミリです。使用するスプロケが8ミリ、シムが0.5ミリ、クリアランスを0.2ミリ確保するには、カラーをあと0.6ミリ削ることになります。

手持ちのスプロケを合わせてみるとこんな感じです。

